
Назначение
Укрепление почв и грунтов (заболоченные участки, вечномерзлые грунты и пр.) при строительстве (реконструкции) объектов различного назначения: опор мостов, магистральных трубопроводов, высоковольтных линий электропередач, антенно-мачтовых сооружений, открытых распределительных устройств, линий связи и других сооружений, в том числе временных и краткосрочных объектов
Особенности
– роботизированная сварка
– сваи поставляются на объект в полной заводской готовности
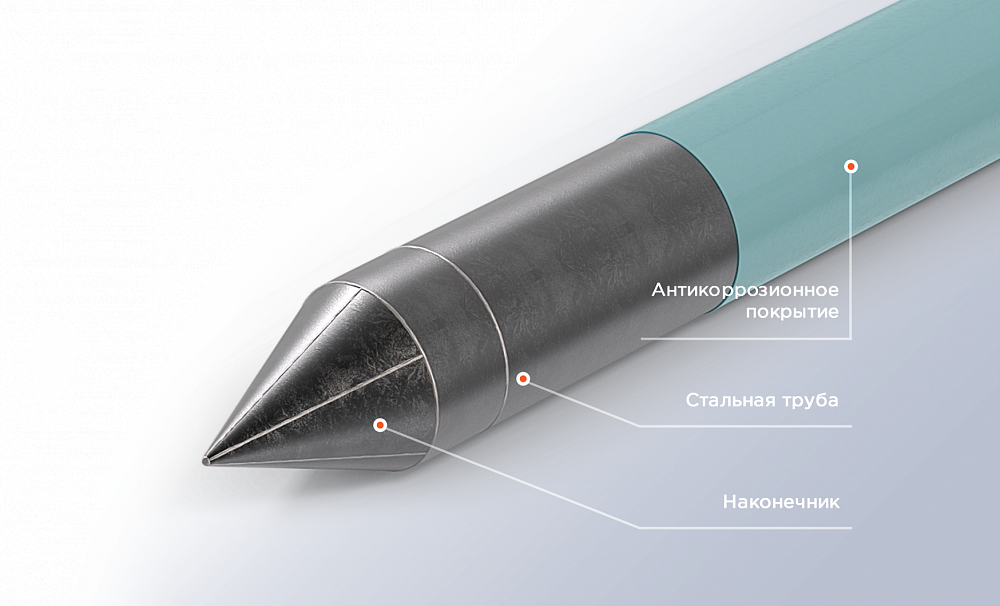
– антикоррозионное покрытие нанесено в заводских условиях
– упаковка обеспечивает целостность АКП при транспортировке на объект
– возможность удлинения сваи до 24 м
– сокращение сроков и затрат на строительно-монтажные работы
|
Нормативный документ |
ТУ 25.11.23-011-53775929-2018 «Сваи стальные, применяемые для обустройства оснований опор трубопроводов» |
ТУ 25.11.23-016-53775929-2023 «Наконечники конические сварные для металлических свай» |
|
Область применения |
ТЭК, ЖКХ |
ТЭК, ЖКХ |
|
Изделия |
Сваи, трубы, наконечники стальные |
Наконечники стальные |
|
Диаметр изделий, мм |
108-720 |
108-720 |
|
Покрытие |
Эпоксидное |
- |
|
Конструкция покрытия |
1ЭП – однослойное эпоксидное 2ЭП – двухслойное эпоксидное |
- |
Наши преимущества
оборудование



контракта
продукции


вместе с грузом